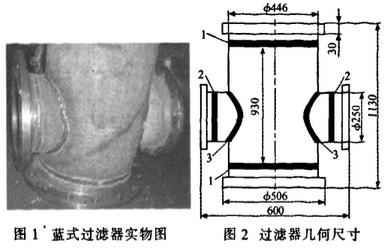
一、蓝式过滤器几何参数
蓝式过滤器实物如图1所示,左侧为进液管,右侧为出液管,立管为无缝钢管,各管端分别与一法兰焊接。进出液管直径为250mm,立管直径为 446mm,其他几何参数如图2所示。焊缝1为立管-法兰对接环焊缝,焊缝2为进出液管-法兰对接环焊缝,焊缝3为立管-进出液管插入式角焊缝,手工焊 接。法兰材质为20钢,钢管材质为16Mn。进出液管及立管壁厚都是11mm。
二、蓝式过滤器焊接步骤及检测分析
由图2可知,若在过滤器焊接全部完成后进行超声波检测,由于扫描区域的限制,难以实现焊缝的100%检测,甚至使超声波检测根本无法进行。
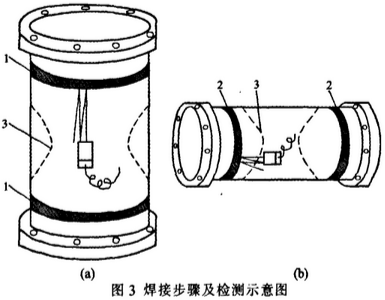
蓝式过滤器的焊接是分步进行的,如图3所示,其步骤如下:①先截取930mm长立管,在其上下两端分别焊接法兰,形成焊缝1;②截取260mm长进出 液管,在其左右两端分别焊接法兰,形成焊缝2;③按图3(a)将立管进出口部分管壁沿虚线挖去,按图3(b)将进出液管沿虚线截开,分别以插入式与立管焊 接形成管座角焊缝3。至此,过滤器主体焊接完毕。
三、超声检测的实现
采用HS600数字式超声波探伤仪,依据JB/T4730.3-2005超声检测标准进行检测。
1、管-法兰对接环焊缝的检测采用2.5MHZ9×9K2.5、2.5MHZ9×9K1斜探头、CSKⅡAm标准试块,利用对比试块测出耦合声能损失差。
在完成第一步焊接后,对图3(a)所示焊缝1进行超声波检测;在完成第二步焊接后,对图3(b)所示焊缝2进行超声波检测。
2、管座角焊缝的检测
采用2.5T20FG10Z双晶直探头,以及CSⅡ-1、CSⅡ-2、CSⅡ-4标准试块,利用检测距离10、15、20和25mm平底孔制作距离-波幅曲线。利用对比试块测出耦合声能损失差。
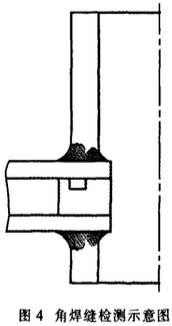
在完成第三步焊接后,如图4所示,从进出液管内壁检测管座角焊缝,完成对焊缝3的检测。